Direct from Shandong Saier Chemical Technology Development Co., Ltd. - Standard-compliant compounds with optimal thermal stability.





Founded in December 2004, Shandong Saier Chemical Technology Development Co., Ltd. has carved out an outstanding industrial footprint in Zibo City, Shandong Province. Located at No.207, WeiLiu Road, inside the renowned Qilu Chemical Industrial Park (Linzi District), the company represents a beacon of manufacturing excellence in China’s chemical industrial hub. Powered by a registered capital of 60 million yuan, Saier Chemical initially committed itself to basic petroleum refining and thermal separation projects, transforming raw refinery output into vital functional inputs.
Over the past two decades, the manufacturing capacity scaled up to a massive 720,000 tons per year. Originally, the factory focused on extracting and upgrading basic eco-friendly, high-boiling aromatic solvents (such as solvent naphtha, TOPSOL, KOCOSOL, and specialized high-aromatic hydrocarbons). By establishing deep strategic integration with major domestic refiners like Sinopec, PetroChina, ChemChina, Zhejiang Petrochemical, and Hengli Petrochemical, Saier Chemical secured a reliable supply chain of raw C9, C10, and C12+ heavy aromatics. This assured high-purity inputs at competitive cost structures, ensuring consistent material specifications for downstream users.

Addressing global challenges in hazardous waste reduction, green chemistry, and precise boiling point fractionation.
Using advanced multi-stage rectification columns, Saier Chemical processes volatile solvents into highly narrow-cut fractions. This guarantees excellent solvent capacity, steady evaporation rates, and low-odor metrics critical for high-end paint systems and precise agrochemical formulations.
To meet global regulatory mandates for environmental safety, we utilize deep-extraction technology to remove toxic naphthalene from heavy aromatics. Our eco-friendly S150ND and S200ND (Naphthalene-Depleted) series drastically reduce ecological impact without losing solvent performance.
Equipped with integrated Zeolite Rotor Concentrator plants, our facilities maximize VOC capture and abatement. The solvent distillation system recycling processes ensure zero-liquid discharge goals are aligned with regional carbon emission targets.
Take a virtual tour of our industrial workshops, corporate office blocks, certified laboratory, and international chemical expos.








The global trade of high-boiling point aromatic solvents is heavily defined by regulatory frameworks governing volatile emissions and workplace safety. With the enforcement of REACH in Europe and strict EPA guidelines in North America, importing chemical intermediates demands deep analytical compliance. Shandong Saier Chemical Technology Development Co., Ltd. addresses this requirement head-on. As a certified National High-Tech Enterprise, the company has integrated state-of-the-art gas chromatography (GC) and mass spectrometry (MS) characterization tools within its on-site R&D center to ensure every export batch has full chemical fingerprint verification.
Our proximity to Zibo’s Qilu Chemical Industrial Park allows direct pipeline and specialized tank vehicle transport links to deep-water shipping terminals. For our international buyers across the Asia-Pacific, Europe, the Americas, and Southeast Asia, this translates to predictable logistics. Furthermore, our raw materials are sourced from massive, state-controlled and leading private refining terminals, including Sinopec, PetroChina, Zhejiang Petrochemical, and Hengli Petrochemical. This guarantees that during global supply chain contractions, Saier Chemical maintains production uptime and structural pricing advantages.
Saier Chemical’s product lines serve highly distinct industrial verticals globally:
Consolidating production scale, location advantages, and green chemical engineering.
Situated within the Qilu Chemical Industrial Park, one of China’s largest refining clusters, giving us direct access to high-quality chemical feedstocks and streamlined distribution pipelines.
Backed by 60 million yuan in registered capital, ensuring sustained long-term capital investments in process safety, plant automation, and global trade compliance.
Direct supply agreements with Sinopec, PetroChina, ChemChina, Zhejiang Petrochemical, and Hengli Petrochemical to guarantee raw material purity from the start.
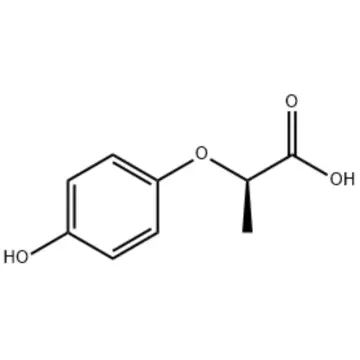
From industrial aromatics (S100 to S200) to fine intermediates (Durene, PVC plasticizers, Thiophene, MIPK, TMOF, TMOA, HPA, TMG), serving multiple global industrial verticals.
Our plants produce up to 720,000 tons annually. This high-capacity output handles both large-scale bulk orders and custom, smaller specialized batches.
Awarded National High-Tech Enterprise status, we develop advanced, energy-efficient distillation columns to reduce energy consumption and environmental impact.
Saier Chemical blends processing capacity with rigorous environmental management systems.





Detailed technical, regulatory, and chemical safety answers from our senior engineering team.
These industrial aromatic solvents represent hydrocarbon cuts separated by narrow-range boiling points. S100 consists of C9-C10 aromatics with a boiling range of 150-180°C. S150 is mainly C10-C11 molecules with a boiling range of 180-210°C, and S200 contains heavier C11-C12+ hydrocarbons boiling between 230-290°C. As the boiling point increases, flash points rise, evaporation rates decrease, and solvency increases for specific resin matrices.
Naphthalene is classified as a hazardous chemical and potential carcinogen with ecotoxicological profiles. Modern agricultural standards (like EU REACH and US EPA FIFRA guidelines) mandate pesticide carriers contain minimal naphthalene. Saier Chemical’s S150ND and S200ND series reduce naphthalene content to <1% (often <0.1%), ensuring compliance with environmental regulations while maintaining strong emulsification properties for active pesticide ingredients.
L-QC320 heat transfer oil is formulated using paraffinic base oils combined with high-temperature antioxidant packages. It is designed to operate safely in liquid-phase heat transfer systems up to 320°C. Key parameters include low vapor pressure, high thermal cracking thresholds, minimal coking deposits, and high specific heat capacity. This ensures optimal thermal stability and energy efficiency inside industrial distillation plants.
Being inside Qilu Chemical Industrial Park gives us direct raw material pipelines from Sinopec and other global refining complexes. The park has shared waste-gas and wastewater treatment infrastructure, protecting the plant from environmental downtime. Additionally, Zibo's geographical position allows direct access to Qingdao Port, reducing transport costs and transit times for international shipments.
Saier Chemical operates under ISO 9001:2015, ISO 14001:2015, and ISO 45001:2018 certifications. Every production run is analyzed at our Quality Control center using Gas Chromatography (GC) and ASTM-standard distillation testers. Batch samples are retained for 24 months to ensure full traceability and support international quality verification.
High-grade chemical building blocks for advanced synthesis, raw material processing, and industrial applications.





Speak directly with our technical sales engineers regarding bulk pricing, customized distillation specifications, or certification compliance requests.