Explore our core collection of high-purity chemical intermediates and process reagents manufactured to stringent international quality controls.




Founded in December 2004 with a substantial registered capital of 60 million yuan, Shandong Saier Chemical Technology Development Co., Ltd. has established itself as an innovative force in the chemical industry. Located at No.207, WeiLiu Road, Qilu Chemical Industrial Park, Linzi, Zibo City, Shandong Province, the company occupies a strategic position inside one of China's most advanced chemical clusters.
Initially starting with bulk chemical processes, the company focused on supplying high-boiling aromatic solvents (including Solvent naphtha, TOPSOL, KOCOSOL, Aromatic Hydrocarbon, TOLUENE AROMATIC HYDROCARBON, and NAFTA DISOLVENTE SOLVESSO) such as S-100, S-150, S-150ND, S-180, and S-200. These products, alongside specialty heat transfer oils like L-QC320, were key intermediates sourced directly from major refining institutions.
Through strategic sourcing contracts with Sinopec, PetroChina, ChemChina, Zhejiang Petrochemical, and Hengli Petrochemical, the company maintains continuous raw material purity, scaling production capacity to an impressive 720,000 tons per year. Our operations serve major industrial sectors across domestic hubs (Beijing, Shanghai, Tianjin, Hebei, Shandong, Henan) and global export regions in Asia, Europe, the Americas, and Southeast Asia.

Our production plant leverages advanced automated rectification processes, ensuring compliant chemical manufacturing across every product category.
Analyzing macro-industrial trends in high-value fine chemical intermediates and their integration into modern downstream manufacturing frameworks.
Stability in raw chemical sourcing is essential to mitigate logistics volatility. By partnering directly with megaton refineries (Sinopec, Hengli, etc.), we secure primary aromatics and feedstocks, stabilizing production lines and guaranteeing continuous supply for global partners.
Industrial chemistry is shifting away from high-waste processes. We optimize our production setups using low-naphthalene configurations and closed-loop solvent recovery, reducing greenhouse emissions and process waste in line with regional environmental regulations.
Global trade requires strict compliance with international chemical protocols. Our production framework complies with EU REACH, GHS classifications, and OSHA workplace standards, facilitating seamless customs clearance and cross-border transport.
In response to the growing global demand for energy-saving and environmentally friendly products, our facilities optimize existing chemical reaction pathways. Our team leverages catalytic engineering to maximize product purity while minimizing process side-products, helping us secure recognition as a National High-Tech Enterprise.
Deep engineering insights into the continuous separation, catalytic isomerization, and synthesis methods of our main intermediate products.
The production of specialty aromatic solvents like S-100, S-150, and S-200 is driven by advanced multi-stage rectification. Starting with crude C10-C12 aromatic feedstocks, our fractional distillation towers operate under vacuum to prevent thermal degradation of vulnerable hydrocarbons.
By utilizing high-efficiency structured packing and digital temperature regulation, we isolate fractions with tight boiling ranges. This guarantees key properties like high flash points, consistent evaporation profiles, and low naphthalene content (under 1%), which are critical for paint formulations and pesticide emulsifiable concentrates (EC).
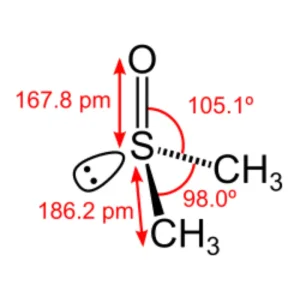
Our synthetic capabilities focus on building blocks like Thiophene, MIPK (Methyl Isopropyl Ketone), and MCC (Methylaminoformyl chloride). Each compound is synthesized through specialized, automated reaction pathways:
For instance, Thiophene is synthesized via gas-phase catalytic reactions between butane/butene and elemental sulfur or hydrogen sulfide, requiring precise thermal controls. MIPK is manufactured via the vapor-phase catalytic condensation of methyl ethyl ketone (MEK) with formaldehyde or acetic acid over optimized metal oxide catalysts, maximizing selectivities.
Inside our high-tech Zibo facility, showing our engineering control rooms, QA labs, and chemical storage networks.

High-capacity columns managing continuous separation operations.

Real-time pressure and temperature monitoring across reactor loops.

Batch verification via GC, GC-MS, and HPLC chromatography.

Fully compliant storage setups for raw liquids and finished products.

Secondary purification and condensation steps for fine chemicals.

Corrosion-resistant piping arrays protecting product purity.

Vent condensation and water-treatment steps for green compliance.

ISO-tank and drum filling facilities meeting export regulations.
Our product lines target diverse industrial applications, including high-boiling solvents and functionalized fine chemicals.

Produced using crude C9-C10 aromatics via continuous fractional rectification. It is a colorless, clear liquid with a mild aromatic odor, conforming to international standards for industrial coatings, pesticide formulations, and printing inks.

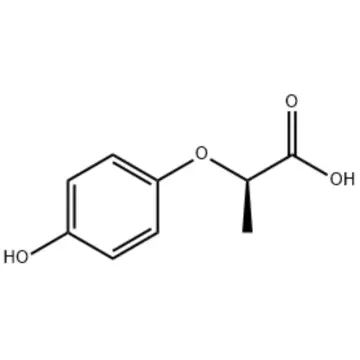
Functionalized compounds utilized as building blocks in the pharmaceutical, polymer, and crop protection industries. Key products include Thiophene, MIPK, MCC, and Fluoropyridines, supporting custom synthesis projects.

Formulated to maintain high thermal stability and resist oxidation in closed heat transfer loops. This oil prevents carbon deposition and keeps systems running efficiently at operating temperatures up to 320°C.
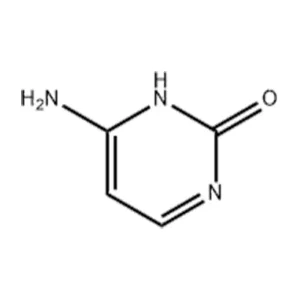
Advanced functional compounds, including Durene, Dicyandiamide, and Cytosine. These act as raw materials for thermosetting resins, plasticizers, and antiviral pharmaceuticals.
We deploy advanced zeolite rotor concentrators to capture volatile organic compounds (VOCs) from our exhaust gas streams, supporting our commitment to clean production.
Our high-purity solvents and chemical intermediates are critical components across diverse global industries.

Our low-naphthalene S-150 and S-200 solvents serve as inert carriers for active pesticide ingredients, improving emulsion stability and reducing phytotoxicity.

Building blocks such as Thiophene and Cytosine are used to synthesize active pharmaceutical ingredients (APIs), including cephalosporin antibiotics and antivirals.

Our high-boiling aromatic solvents deliver excellent solubility and evaporation control for stoving enamels, automotive finishes, and protective industrial coatings.

L-QC320 thermal fluid maintains stable heat transfer across indirect heating processes, including petrochemical distillation and polymer manufacturing loops.

Intermediates like Durene are processed into pyromellitic dianhydride (PMDA), a key monomer used to make high-performance polyimide films for microelectronics.

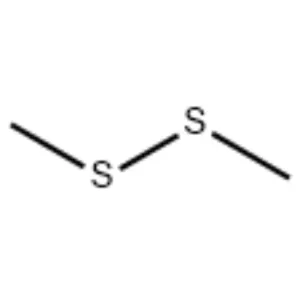
Sodium dimethyldithiocarbamate and related sulfur compounds are used as heavy metal precipitants in industrial wastewater treatment and biocides in paper mills.
How our technical capabilities, strategic location, and quality control systems support our global industrial partnerships.
Situated in the Qilu Chemical Industrial Park in Zibo, Shandong, we benefit from direct pipeline connections, integrated logistics infrastructure, and immediate access to regional raw material supplies.
We secure stable supplies of raw aromatics and chemical feedstocks through direct purchase agreements with major refiners like Sinopec and PetroChina, minimizing supply disruption risks.
Our catalog covers aromatic solvents, heat transfer oils, and specialty organic intermediates, meeting the raw material needs of pharmaceutical, agrochemical, and coating manufacturers.
With a production capacity of 720,000 tons per year, we reliably fulfill large-scale contract manufacturing agreements and supply bulk orders to global markets.
Our R&D team focuses on reducing emissions and energy consumption, utilizing zeolite rotor systems and advanced catalysts to support clean chemical manufacturing.
Operating under ISO 9001 and ISO 14001, we analyze every production batch using GC-MS and HPLC methods, ensuring our products match our clients' strict specification profiles.
Frequently asked questions answered by our application engineers, covering chemical specifications and supply chain logistics.
Our comprehensive range of functional intermediates and high-performance reagents supporting global research and industrial production.




Contact our technical team to request product specifications, safety data sheets, pricing details, or customized blending services.